Для производства электросварных оцинкованных труб по ГОСТ 10704-91 сырьем выступает штрипс. Ширина его должна соответствовать длине окружности трубы. Технология подразумевает наличие сварного шва. Он может быть прямым либо спиральным. Далее ЭСВ-трубы покрывают слоем цинка.
Последовательность работы:
- Резка заготовок. Производится на высокоточном оборудовании с помощью продольной резки.
- Выравнивание поверхности. Нарезанные полосы отправляются в спаренные валки. Таким образом устраняют видимые дефекты, неровности.
- Полуавтоматическое сваривание. Готовые полосы стального штрипса сваривают методом флюса, и заготовка поступает в накопитель.
- Формирование трубы. Штрипс пропускают через горизонтальные и вертикальные валки несколько раз, пока не уменьшатся кромки заготовки.
- Сварка шва. Шов раскаляется высокочастотными токами. Достигается температура плавления, далее металл соединяется с помощью роликов.
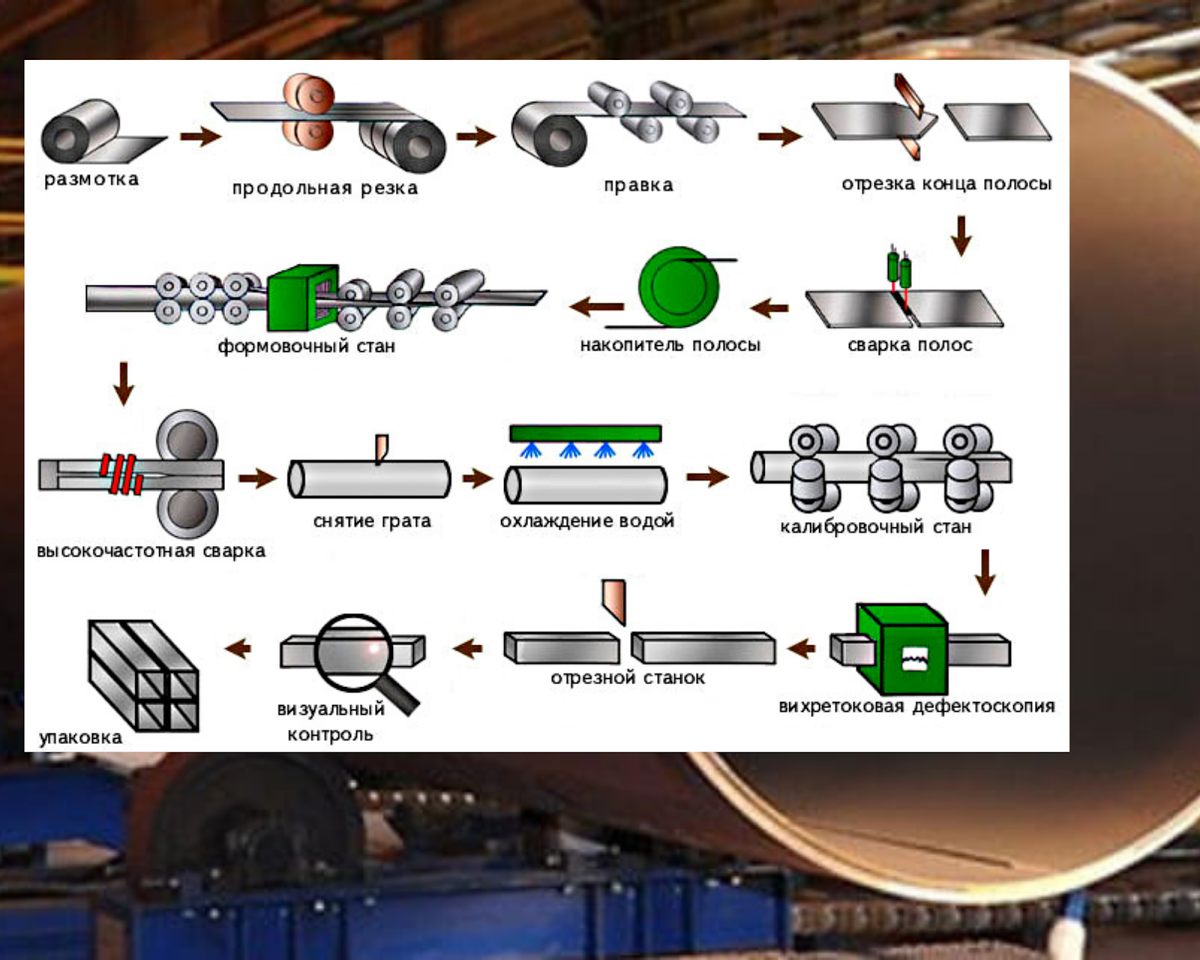
Последний этап включает в себя удаление грата с наружной и внутренней поверхности и термическую обработку, чтобы предотвратить появление трещин в районе шва ЭСВ. После этого переходят к оцинковке трубы.
Цинкование электросварных оцинкованных труб
Для дополнительной защиты труб от коррозии применяются следующие методы цинкования:
Электрогальванический. Используется редко по отношению к электросварным прямошовным трубам. Обеспечивает равномерное покрытие толщиной в 30 мкм со слабой адгезией купить трубу электросварную. Структура пористая, за счет этого максимальный срок эксплуатации металлопроката не превышает пяти лет.
Горячий. Заготовку опускают в цинк, температура которого составляет 450 °C. Готовое изделие извлекают, и на нем образуется пленка из оксида карбоната – служит защитным слоем. Толщина от 40 до 200 мкм. Максимальный срок службы – 50 лет, минимальный − 25 под воздействием агрессивных сред.
Термодиффузионный. Является самым эффективным. Метод основан на том, что в процессе опускания металла в порошок цинка и нагревания его до 450−470 °C атомы цинка проникают в саму межкристаллическую решетку заготовки. Процесс трудоемкий и занимает от одного до восьми часов. Срок эксплуатации более 15 лет.
Для ЭСВ-труб большого диаметра используется в основном способ горячего цинкования.

Требования по ГОСТ
Производство электросварной оцинкованной трубы соответствует основному ГОСТ 10704-91, который регламентирует размеры трубы – диаметр от 10 до 1420 мм, допуск по кривизне, овальность, равностенность выпускаемого сортамента трубы, который соответствует ГОСТ 10706.
Так же существует ГОСТ 10707-80. В нем прописаны технические условия применения труб общего назначения, их механические свойства, правила приемки, методы испытания и многое другое.