Зенковка коническая – инструмент для образования конусообразного углубления на входной части отверстия под крепежный элемент. Зенкерование отверстий позволяет скрыть потайные головки винтов, болтов, шурупов или заклепок заподлицо с поверхностью. Данная операция выполняется на низких оборотах металлообрабатывающего станка или ручной дрели.
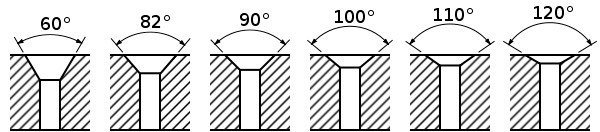
Изготовление зенковок регламентируется ГОСТ 14953-80 и зарубежными стандартами DIN 334, DIN 335 и др. Основная характеристика инструмента – диаметр и угол конуса при вершине. По отечественному стандарту инструмент выпускается с углом 60°, 90°, 120° и наружным диаметром от 5 до 80 мм. Угол конуса режущей части зенкера соответствует определенному профилю головки метиза.

Винты и шурупы с потайными головками 90° ост 1 31542 80 наиболее распространены в нашей стране, тогда как, например, в Америке чаще встречаются дюймовый крепеж с конусом головки 82° (резьба UNC, UNF). Винты с британской резьбой BSF, BSW могут иметь 100º. Угол 75° распространен среди заклепок под молоток, а 100º и 120° – среди вытяжных заклепок. В аэрокосмической промышленности потайные крепежные детали обычно имеют угол 100°.
Как выбрать размер зенковки?
Чтобы винт идеально сел в потай, важно правильно подобрать конусный зенкер под головку метиза и зенковать отверстие на точную глубину, равную высоте головки. Угол инструмента должен соответствовать углу конуса головки, а его диаметр – диаметру головки. Если взять слишком большой зенкер, головка будет утопать в «кратере» отверстия, а если меньший, то она будет выступать над плоскостью, что тоже выглядит не эстетично.
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.
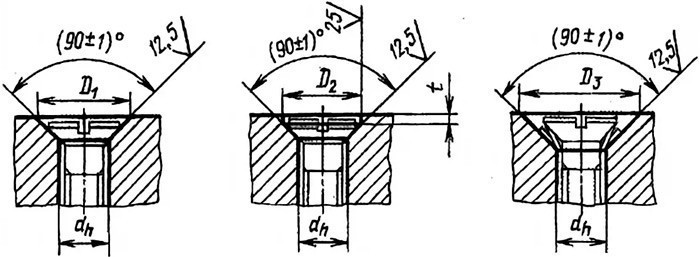
Таблица 1. Размер зенковки под головку винта (с учетом допусков).
| Диаметр резьбы d, мм | Стандартные размеры головки | Диаметр зенковки, мм | Предельные отклонения, мм | |||
| Диаметр, мм | Высота, мм | D1 (по H13) | D2 (по H12) | D3 (по H14) | ||
| 2.0 | 3.8 | 1.2 | 4.3 | 4.6 | 4.3 | — |
| 2.5 | 4.7 | 1.5 | 5.6 | 5.7 | 5 | — |
| 3 | 5.6 | 1.65 | 6.3 | 6.6 | 6 | 7 |
| 3.5 | 6.5 | 1.93 | 7.3 | 7.6 | 7 | — |
| 4 | 7.4 | 2.2 | 8.3 | 8.6 | 8 | 9 |
| 5 | 9.2 | 2.5 | 10.4 | 10.4 | 10 | 11.5 |
| 6 | 11 | 3 | 12.4 | 12.4 | 11.5 | 14.5 |
| 8 | 14.5 | 4 | 16.5 | 16.4 | 15 | 18.5 |
| 10 | 18 | 5 | 20.5 | 20.4 | 19 | 22 |
| 12 | 21.5 | 6 | 24.0 | 24.4 | 23 | 26 |
| 14 | 25 | 7 | 28.0 | 28.4 | 26 | — |
| 16 | 28.5 | 8 | 31.0 | 32.4 | 30 | — |
| 18 | 32.5 | 9 | 35.0 | 36.4 | 34 | — |
| 20 | 36 | 10 | 39.0 | 40.4 | 37 | — |
Конические зенковки бывают двух основных видов:

с поперечным отверстием
Это конусообразный режущий инструмент, снабженный отверстием, проходящим через боковую сторону конуса. Отверстие образует на конусе две режущие кромки и является каналом для вывода стружки в процессе резки. Данный инструмент лучше всего подойдет для работы с деревом, пластиком и другими мягкими материалами. Его также целесообразно использовать для удаления заусенцев, оставшихся после предыдущей операции.

с несколькими режущими кромками
Это многолезвийный инструмент для работы по металлу, рабочая коническая часть которого состоит из 3 – 12 режущих кромок. Изготавливается из закаленной быстрорежущей стали. Чем больше диаметр конуса, тем больше у него режущих кромок. Хвостовая часть, с помощью которой он крепится в патроне, может быть цилиндрической, конической (конус Морзе) или шестигранной формы (бита).
Примечание: Зенковки следует отличать от зенкеров, так как этот металлорежущий инструмент предназначен для решения иных технологических задач, а именно, для улучшения качества поверхности просверленных отверстий.